|
รายละเอียดสินค้า:
การชำระเงิน:
|
| แอปพลิเคชัน: | การทำงานกับเครื่องกดความเร็วสูง | ประเภทตาย: | โปรเกรสซีฟ ฟิน ได |
|---|---|---|---|
| วัสดุอลูมิเนียมฟอยล์: | O สั่งซื้อฟอยล์อลูมิเนียมเกรด H22 | ใบมีดเจาะ: | HAP40 |
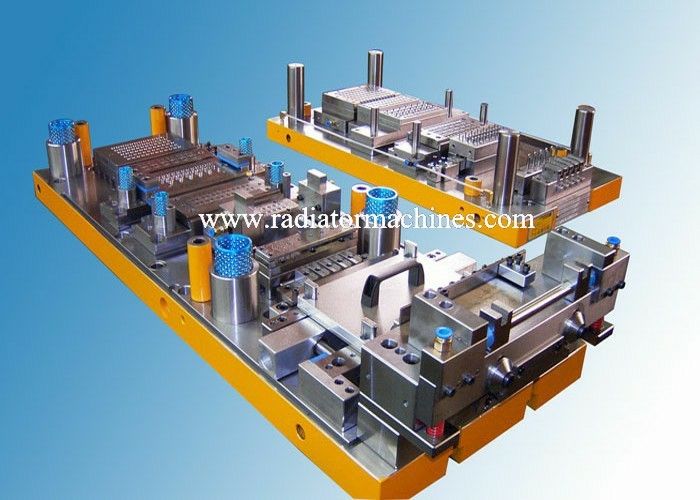
| แสงสูง: | สายกดครีบเครื่องเจาะความเร็วสูง,high speed punching machine |
||
เครื่องกด Fin Die ความเร็วสูงแบบโปรเกรสซีฟสำหรับแอปพลิเคชัน HVAC 200 - 300 SPM Φ 9.52 × 12R × 2P
พารามิเตอร์ทางเทคนิค
1) ชื่ออุปกรณ์: ครีบเจาะตาย
2) แบบตายตัว: Φ9.52×12R×2P ชนิดต่อเนื่อง;
3 ) น้ำมันหล่อลื่นครีบ: น้ำมันหล่อลื่นครีบ;
4) ระยะรู: 25 มม.;
5 ) ความกว้างครีบ: 21.65 มม. (แถวเดียว);
6) เส้นผ่านศูนย์กลางรู: Dia 9.85mm;
7) รูปแบบ: สามเหลี่ยม;
8) รูปร่างพื้นผิวครีบ: ชนิด V;
9) หลุม: 4-48 หลุม;
10 ) ข้อกำหนดอื่น ๆ ตามรูปวาดครีบ
โครงสร้างแม่พิมพ์
1 .กระบวนการทำงานของแม่พิมพ์
วาด→การเจาะรู→การทำปก→การตัดแต่งขอบ→การตัด→การตัดแนวตั้งด้วยคลื่น→การป้อน→การตัด
โครงสร้างตาย 2 ตัว
2 .1 การวาดภาพตาย: 6 ขั้นตอนความสูงจะถูกปรับผ่านตัวควบคุม SIKO บนดายแต่ละขั้นตอนสามารถปรับแยกกันได้ขั้นตอนสุดท้ายสามารถเสร็จสิ้นการขึ้นรูปของคลื่น V-shape
2 .การเจาะรู 2 รู: แท่นสไลด์ของเครื่องกดเลื่อนลงด้านล่างเพื่อเจาะรู และเลื่อนต่อไปเพื่อควบคุมความสูงของครีบ
2.2.1 แม่พิมพ์เจาะย่อยมีเสาและแขนเสื้อแยกจากกัน เพื่อให้มั่นใจในความแม่นยำในการขึ้นรูปและอายุการใช้งานแม่พิมพ์สามารถบำรุงรักษาและเปลี่ยนได้ง่าย
2.2.2 แผ่นเจาะรูด้านบนมีอุปกรณ์ปิดผนึกเพื่อป้องกันการรั่วไหลของอากาศและช่วยให้วัสดุเหลือทิ้งลดลงอย่างราบรื่น
2.2.3 แม่พิมพ์เจาะด้านล่างได้รับการออกแบบด้วยแผ่นกันกระแทกเพื่อหลีกเลี่ยงการเกิดหลุมของแผ่นแม่พิมพ์ขนาดใหญ่และรับประกันอายุการใช้งานของแผ่นแม่พิมพ์ด้านล่าง
2.2.4 รูตกของวัสดุเหลือใช้ของแผ่นดายด้านล่างช่วยให้เกิดการล้มลงอย่างราบรื่น
2.2.5 ศูนย์กลางของเว้าเจาะและดายนูนถูกควบคุมภายใน 0.002 มม. ซึ่งช่วยให้สามารถเปลี่ยนชิ้นส่วนได้ง่าย
2.2.6 ดายนูนสำหรับเจาะรูถูกกำหนดด้วยรูอากาศทั้งในแนวนอนและแนวตั้งเพื่อให้แน่ใจว่ามีการหล่อลื่นและทำความสะอาดในขณะเดียวกันก็ใช้อุปกรณ์หล่อลื่นไอน้ำมันอัตโนมัติเพื่อให้แน่ใจว่ามีการกำจัดของเสียที่จำเป็น
2.2.7 ปลอกคอเว้ามีแขนดันเพื่อป้องกันไม่ให้ของเสียติดอยู่ในปลอกแม่พิมพ์ระหว่างกระบวนการดึงและเพื่อบังคับของเสียออก
2.2.8 เว้าเว้าเจาะใช้โครงสร้างตารางหนีบแผ่นยึดโดยรวมจะยึดแม่พิมพ์นี้เพื่อป้องกันไม่ให้เลื่อนขึ้นด้านบนและหลีกเลี่ยงความเสียหายของแม่พิมพ์
2.2.9 ดายขึ้นรูปปลอกคอ: ปรับความสูงของปลอกคอโดยตัวควบคุม SIKO ของดายความสูงของปลอกคอของแถวเดียวกันมีความแม่นยำ ≤0.02 มม. และความสูงของแถวที่ต่างกันมีความแม่นยำ ≤0.03 มม.
2.3 กลไกการตัดแต่งขอบ: ไดคัทตัดขอบเป็นโครงสร้างอิสระที่ตัดวัสดุพิเศษของด้านข้างออกนอกจากนี้ วัสดุที่ตัดแล้วจะไม่เด้งขึ้นด้านบนใบมีดด้านบนได้รับการออกแบบให้เป็นโครงสร้างใบมีด 2 ด้านพร้อมเวลาให้บริการที่ยาวนานและประสิทธิภาพที่ดีขึ้น
ในระหว่างกระบวนการตัดแต่งขอบ ดายยังนำรูที่ขึ้นรูปแล้ว Φ9.85 มม. ตั้งตรง เพื่อหลีกเลี่ยงไม่ให้ครีบขยับในแนวนอนดายย่อยไกด์ใช้การออกแบบการขนถ่ายแถบแข็ง (หรือยืดหยุ่น) ที่มีความแม่นยำสูงไม่มีปัญหาในการเหยียบดายนูนไกด์เป็นแบบติดตั้งและถอดประกอบได้ง่าย
2.4 กรีด: ใบมีดบนและล่างสามารถตัดครีบด้วยแถวที่ต้องการใบมีดคัตเตอร์ด้านบนเป็นแบบเปลี่ยนเร็วแผ่นดายบนมีหมายเลข 1-11 สำหรับ 1-11 แถวผู้ปฏิบัติงานสามารถปรับจำนวนแถวได้อย่างง่ายดายใบมีดบนและล่างสามารถเปลี่ยนได้และใบมีดบนและล่างควรมีช่องว่างที่เหมาะสม
การตัดแนวตั้งขอบคลื่น 2.5 : สามารถตัดครีบด้วยขอบคลื่น
2.6 การให้อาหาร: เราใช้กลไกการป้อนแบบฉุดลากที่ดีที่สุดมีนิ้วจับเล็ก ๆ บนแม่พิมพ์ซึ่งสามารถดึงแถบไปข้างหน้าผ่านรูที่เกิดขึ้นได้นิ้วจับทำจากวัสดุ SKD11มีปลอกหล่อลื่นที่ปราศจากน้ำมันระหว่างนิ้วจับและแผ่นยึดเพื่อให้มั่นใจถึงอายุการใช้งานที่ยาวนานและการวางตำแหน่งที่แม่นยำ
2.7 คัทออฟ: กลไกคัทออฟจะตัดครีบตามความยาวที่ต้องการผ่านกระบอกสูบนิวแมติก โซลินอยด์เวล และลูปควบคุมไฟฟ้า
กลไกการตัดใช้วิธีการหล่อลื่นแบบไม่ใช้น้ำมัน และพื้นที่สัมผัสของการหล่อลื่นแบบไร้น้ำมันได้รับการออกแบบให้ใหญ่ที่สุดด้านหน้าของไดคัทออฟถูกตั้งค่าด้วยกลไกการควบคุมความโค้งของครีบดายคัทออฟสามารถเคลื่อนที่ได้ในระยะครึ่งก้าว และช่วยให้ปรับตำแหน่งไปมาได้ไม่มีปัญหาในการตัดรูหรือการเหยียบระหว่างการตัด
![]()
ผู้ติดต่อ: Ms. Ruth
โทร: +0086 15305299442